Sign up today and receive a 10% off coupon for your next order!
"*" indicates required fields
Sign up today and receive a 10% off coupon for your next order!
"*" indicates required fields

Tooling Gelcoat provides the perfect surface for molds. Tooling Gelcoat has a high-gloss, solvent and scratch-resistant surface that makes pulling parts much easier. Tooling Gelcoat can enhance the life of a mold significantly. You can still use Duratec High Gloss Additive to give an even higher gloss to help mold surfaces stand out.
*For Drum quantities, contact us through our Contacts Page.
Price range: $74.99 through $184.99
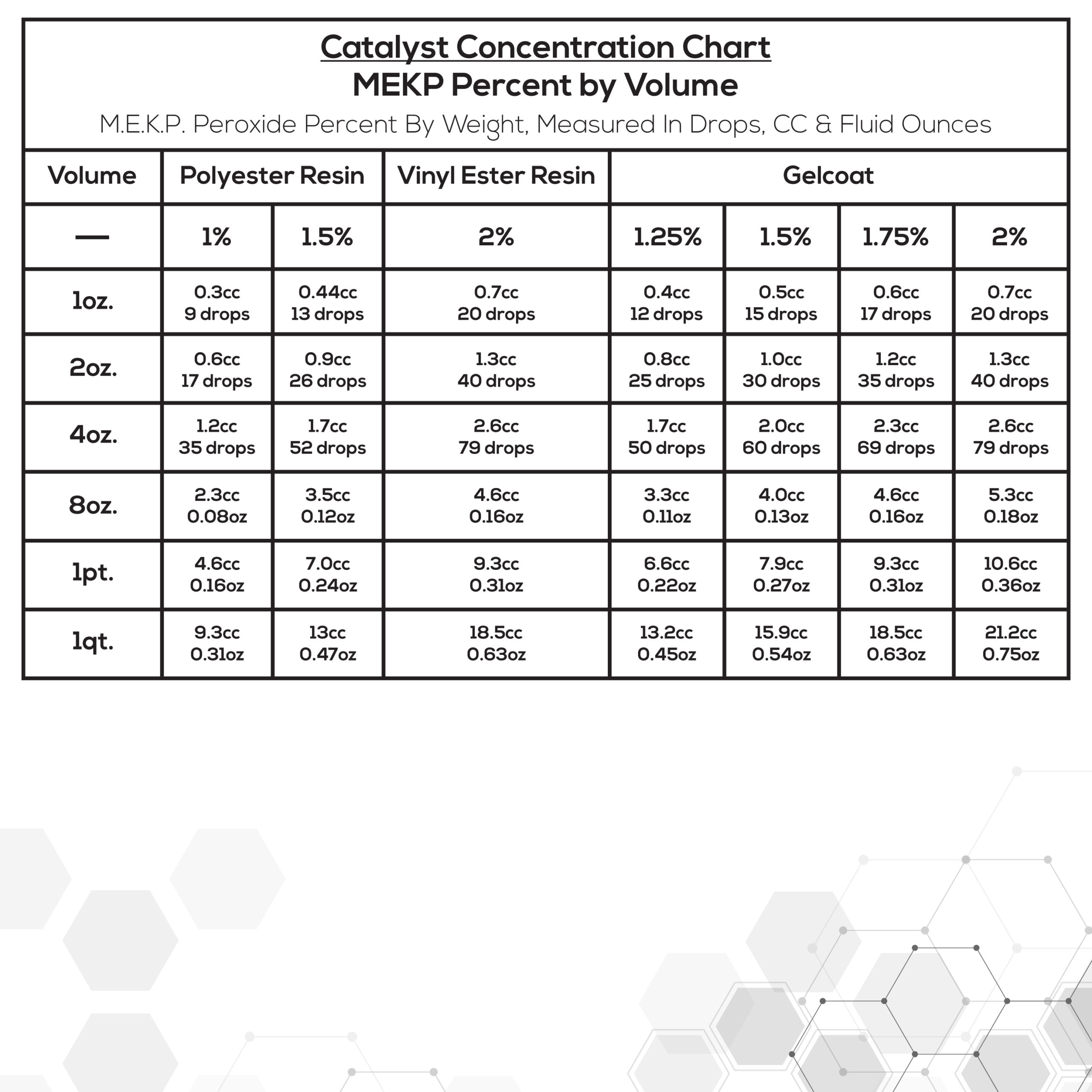
Orange Tooling Gelcoat is a formulation specifically meant for making molds. The gelcoat is extremely hard and scratch resistant and has a very high gloss to help enhance the surface and make pulling parts easier. Using Tooling Gelcoat enhances the life of the mold significantly, allowing for cleaner pulls and less mold maintenance. Tooling Gelcoat requires MEK-P Catalyst (included) and is catalyzed at 1.5%-2% by volume. One gallon can cover around 40-80 square feet, depending on thickness. You can add Duratec High-Gloss Additive for an even higher gloss.
Materials Needed:
Step 1:
The application site should be wiped clean of contaminants such as dust and debris. If coating a mold, the mold must be waxed, buffed, and prepped prior to catalyzing the Gelcoat.
Step 2:
Gelcoat must be stirred/agitated, preferably with use of a mechanical agitator. Be careful not to whip air into the Gelcoat.
Step 3:
We recommend a catalyst loading of 1.5 to 2% MEKP with a working surface and Gelcoat
temperature of about 77° F. Please refer to the Catalyst Concentration Chart for quantities. Mix Thoroughly.
Step 4:
For best results, Gelcoat should be sprayed onto the application substrate or mold at about 25 mils (measured using depth gauge) in order to achieve a final optimum cured Gelcoat thickness of 18 to 22 mils per layer, and 40-60 mils total.
Step 5:
A second coat can be applied prior to completing the cure of the initial coat.
Step 6:
The coating should be cured before sanding and buffing. Allowing it to cure overnight is preferred.
Step 7:
Refer to additive chart for quantities of SandingAid for use in final coat/post mold/out of mold applications.
Clean Up Procedure:
Cleaning FGCI Gelcoat: Use Acetone to clean spray equipment, brushes, and rollers. A small bucket of solvent can be used to clean tools and spray nozzles.
PLEASE NOTE: This information is provided in good faith and correct to the best of our knowledge. No warranty, guarantee, or representation is made as to the sufficiency of the information for the safe use of the product, nor to relieve the end user of any Federal, State, or Local regulatory responsibility.

SUPERCLEAR EPOXY is THE CLEAREST Epoxy Resin Countertop Kit you will find on the market, and is the best epoxy resin for wood, DIY river tables, epoxy live edge tables, epoxy inlay in wood, epoxy resin table top repairs, epoxy resin wood art, and much more.

This is perfect for use with resins like epoxy and polyester. Perfect for art projects, professional applications, as well as all DIY Resin applications.

Use this Methacrylate mixing tip with the 55300 and 55350 50ml cartridge’s for zero mess and easy application!

Our Isophthalic Fiberglass Resin is a big step up from our General Purpose with extremely high water and corrosion resistance, and with greater strength and durability. Yes, our Isophthalic is more expensive than our General Purpose, but this spec resin stays affordable, while giving you more value.
Compared to our General Purpose Resin, our Isophthalic polyester is superior in resistance to chemicals, corrosion, water, impact, heat, and has better adhesion to glass fibers.
*For Drum Quantities – please contact us via our Contact Us page.



Reviews
There are no reviews yet.